position: HOME > PRODUCTS > Circular Seam Welding Machine
 PRODUCTS
PRODUCTS Related news
Related news
2015 Hua Fei CNC company dinner
How to choose a suitable welding positioner?
How to maintain the welding positioner?
Rescue measures for CNC cutting machine with large cutting error
How to protect a welding positioner?
How to purchase a good welding positioner?
Maintenance method of special welding chuck for positioner
How much do you know about the classification of the welding rotators?
Structure Types of Welding positioners
The 8 principles for choosing a welding positioner
Common fault problems and solutions of welding positioner



 Advantages:The high degree of automation, high welding efficiency, low maintenance cost, simple operation.
Advantages:The high degree of automation, high welding efficiency, low maintenance cost, simple operation.
 Scope of Application:Suitable for automatic welding of longitudinal and circular seams of thin-walled tanks (1-8mm) of different materials (carbon steel, stainless steel, aluminum plate).
Scope of Application:Suitable for automatic welding of longitudinal and circular seams of thin-walled tanks (1-8mm) of different materials (carbon steel, stainless steel, aluminum plate).
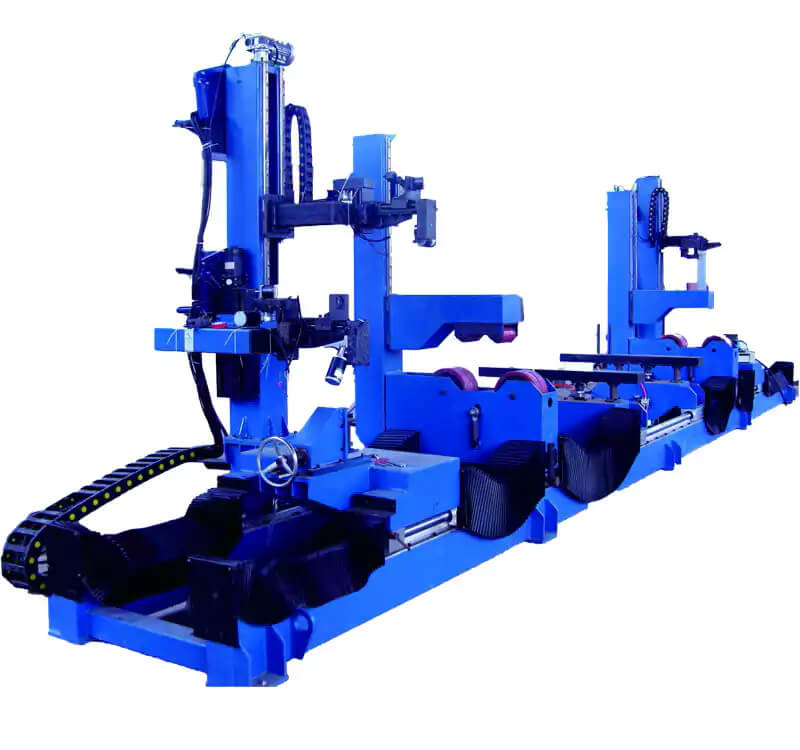
 Brief Intro:It is commonly used for the automatic welding of the circular seam of oval tanks such as oil tanks, water tanks, sprinklers, tank trucks, tankers, etc., and can be used for high-quality welding processes for different shapes of tank containers, for conventional tank Welding can improve work efficiency and solve a lot of labor costs.
Brief Intro:It is commonly used for the automatic welding of the circular seam of oval tanks such as oil tanks, water tanks, sprinklers, tank trucks, tankers, etc., and can be used for high-quality welding processes for different shapes of tank containers, for conventional tank Welding can improve work efficiency and solve a lot of labor costs.






Product introduction:
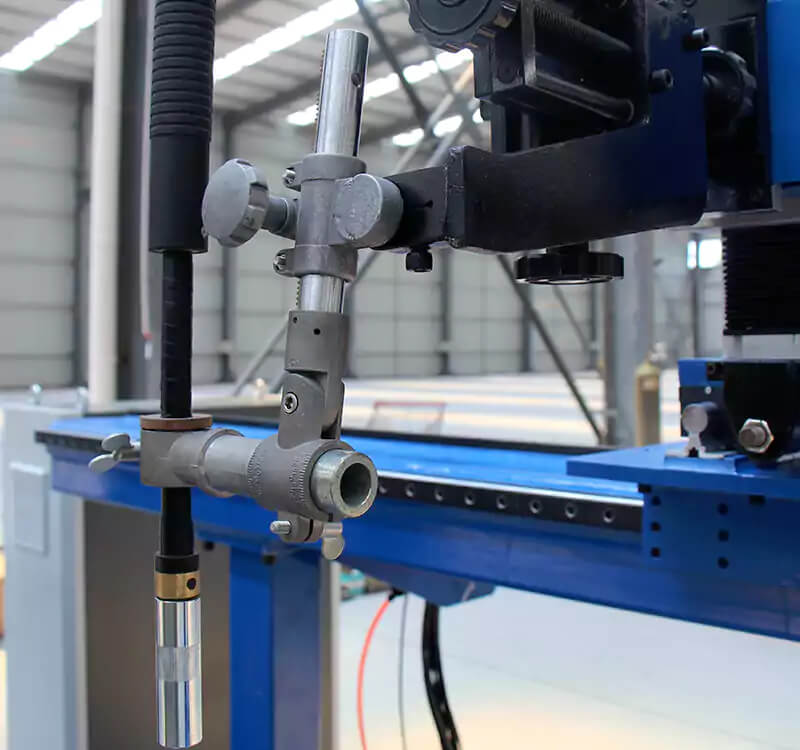
According to the condition of the workpiece, the MIG welding process is adopted, which has the characteristics of high quality of the weld, beautiful appearance of the weld, easy observation of the welding process, and few welding defects. Open a single 35 ° bevel and leave a 2mm blunt edge. Generally, manual argon arc welding is used as the introduction, and then it is used to fill the surface of the workpiece to ensure the appearance and appearance. For fillet welds, welding is generally performed in a horizontal position. If the size of the workpiece is short (less than 500), the workpiece can be welded at an angle of 45 degrees. For internal fillet welds, the side of the clamped steel pipe is welded horizontally.

The use and application equipment:
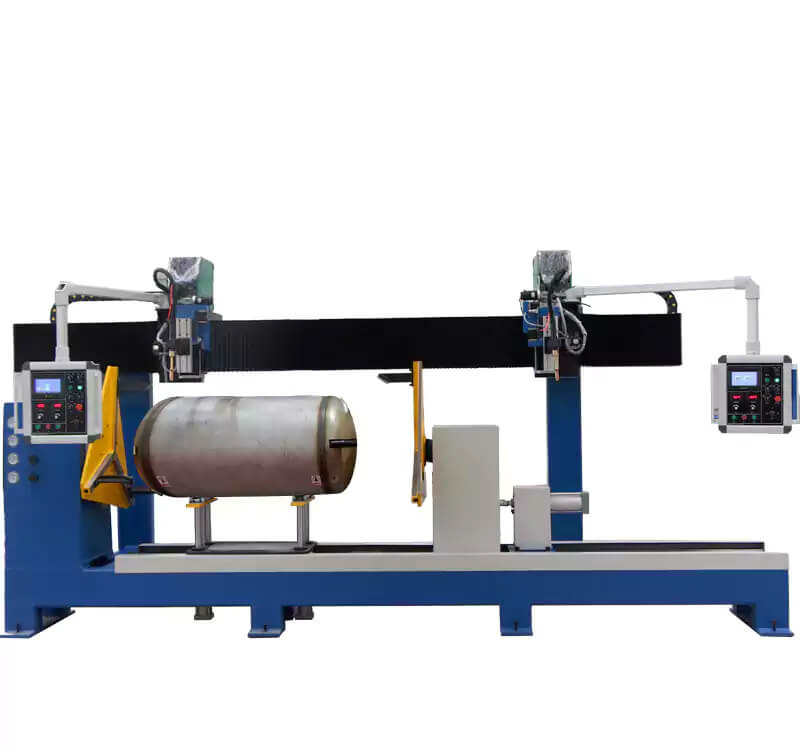
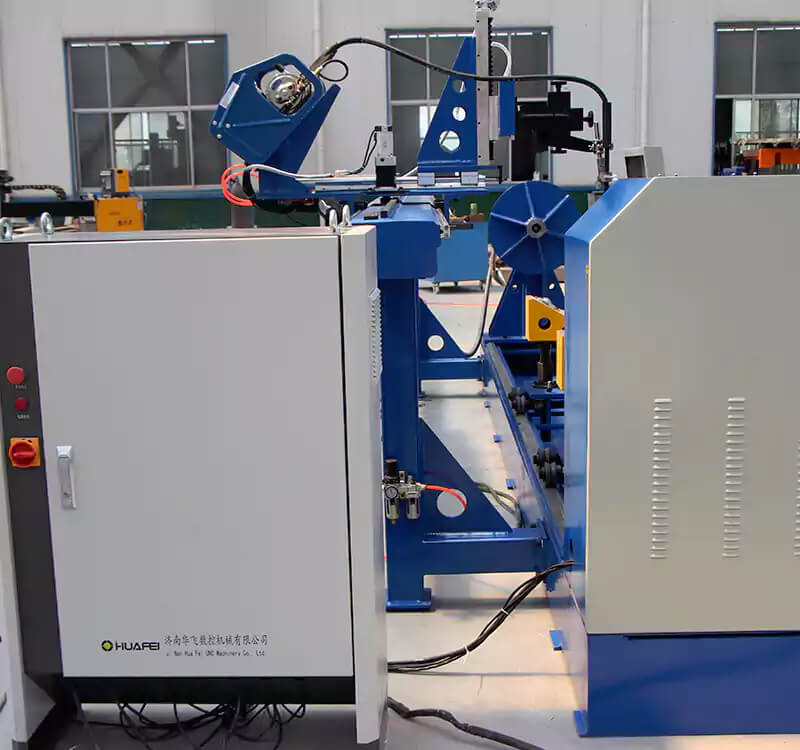
Application: 304 stainless steel longitudinal and circumference seam welding; cylinder diameter: Ф400mm-Ф1200mm; cylinder length: L≤2500mm; cylinder wall thickness: δ2mm~δ6mm.
Job-status: workpiece welding surface is smooth, the largest seam gap less than 2mm.
Condition of workpiece surface: no pollution, serious corrosion, etc.
Workpiece state before welding: before welding, workpieces are firmly spot welded, the joints are clean.
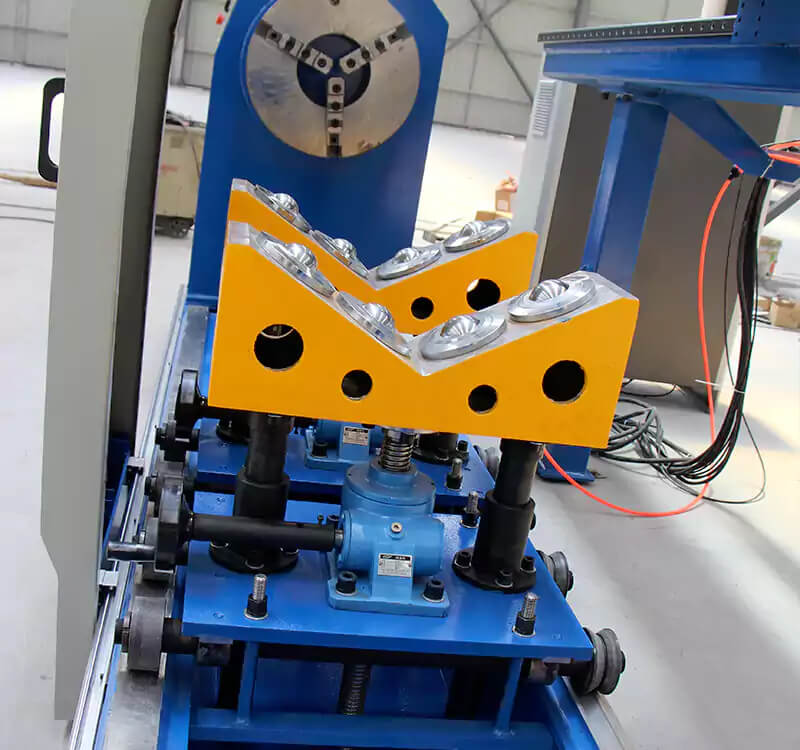
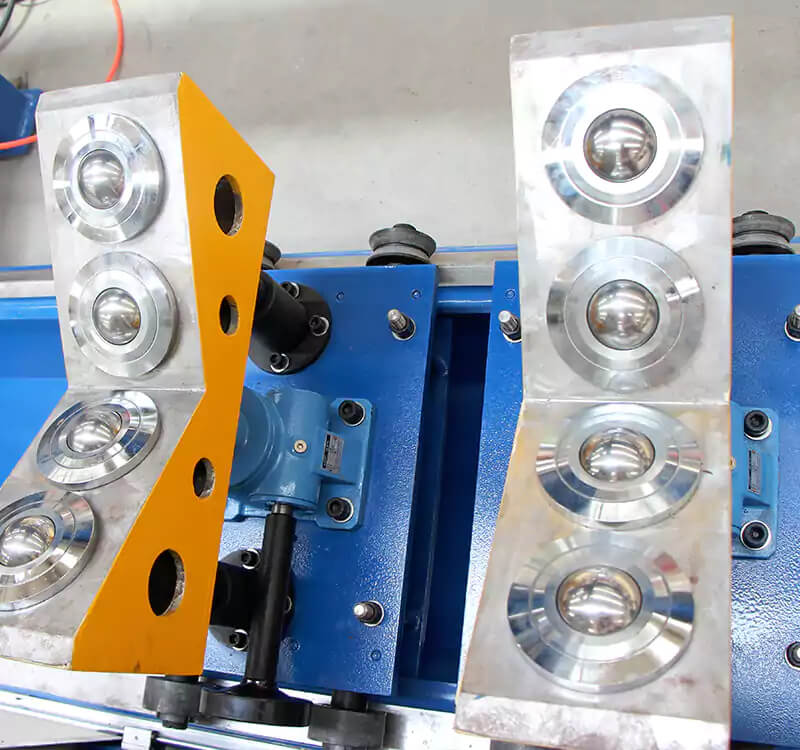
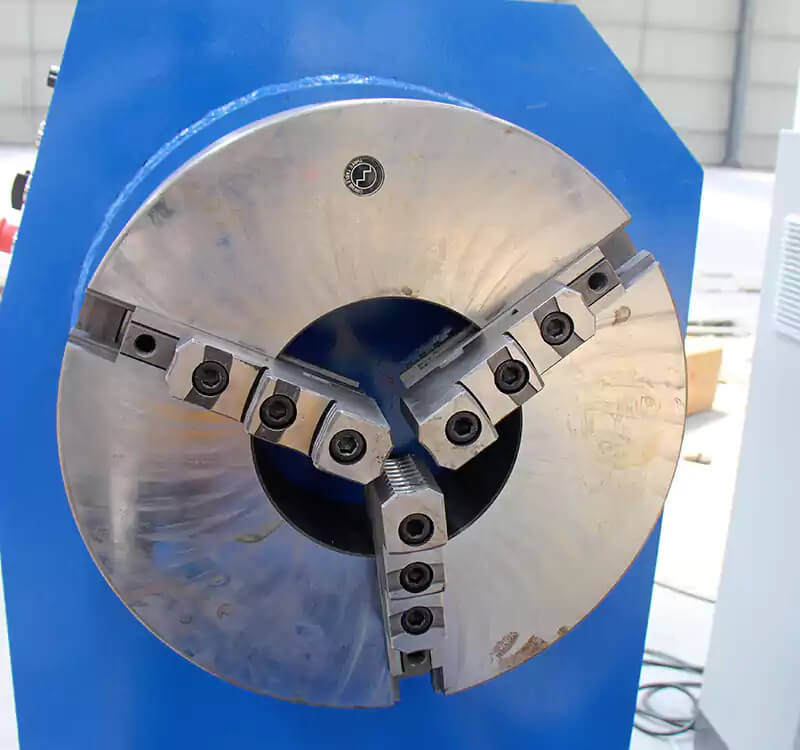
The equipment pneumatically clamps the head and tail of the workpiece and turns the workpiece automatically. Flanges are welded on a welding positioner (show in the picture). Two sets of the system are using one power source, and the equipment can realize the switch between different welding spots.
Advantages:
The welding surface of the workpiece is flat, the maximum gap of the butt weld is less than 1mm; no oil pollution, severe rust, etc.




24-hour consultation telephone
 +86 18866411029
+86 18866411029
 global@jnhfsk.com
global@jnhfsk.com
 No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China
No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China







 Wechat inquiry
Wechat inquiry
24-hour consultation telephone
+86 18866411029
global@jnhfsk.com
No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China
Wechat inquiry
24-hour consultation telephone
+86 18866411029
global@jnhfsk.com
No.12 Tonghua Road, HuashanDevelopment Zone, LichengDistrict, Jinan, Shandong, China
 Service hotline:+86 18866411029
Service hotline:+86 18866411029
 Key classification
Key classification

 Quote Online
Quote Online Tel : +86 18866411029
Tel : +86 18866411029 E-mail : global@jnhfsk.com
E-mail : global@jnhfsk.com  WhatsApp: +86 18866411029
WhatsApp: +86 18866411029 Product Details
Product Details Product Details
Product Details